
Burnley® Baffles
High-Performance Dust Suppression System
The Global Standard in dust suppression systems, it eliminates up to 80% of dust from receiving pits and up to 100% when paired with a dust collector. Using a patented gravity-flow design, these baffles effectively block dust escape while allowing bulk materials to flow at full capacity. Control fugitive dust in receiving pits, truck dumps, rail unloaders, and bulk material handling facilities to support OSHA and MSHA compliance.
Watch video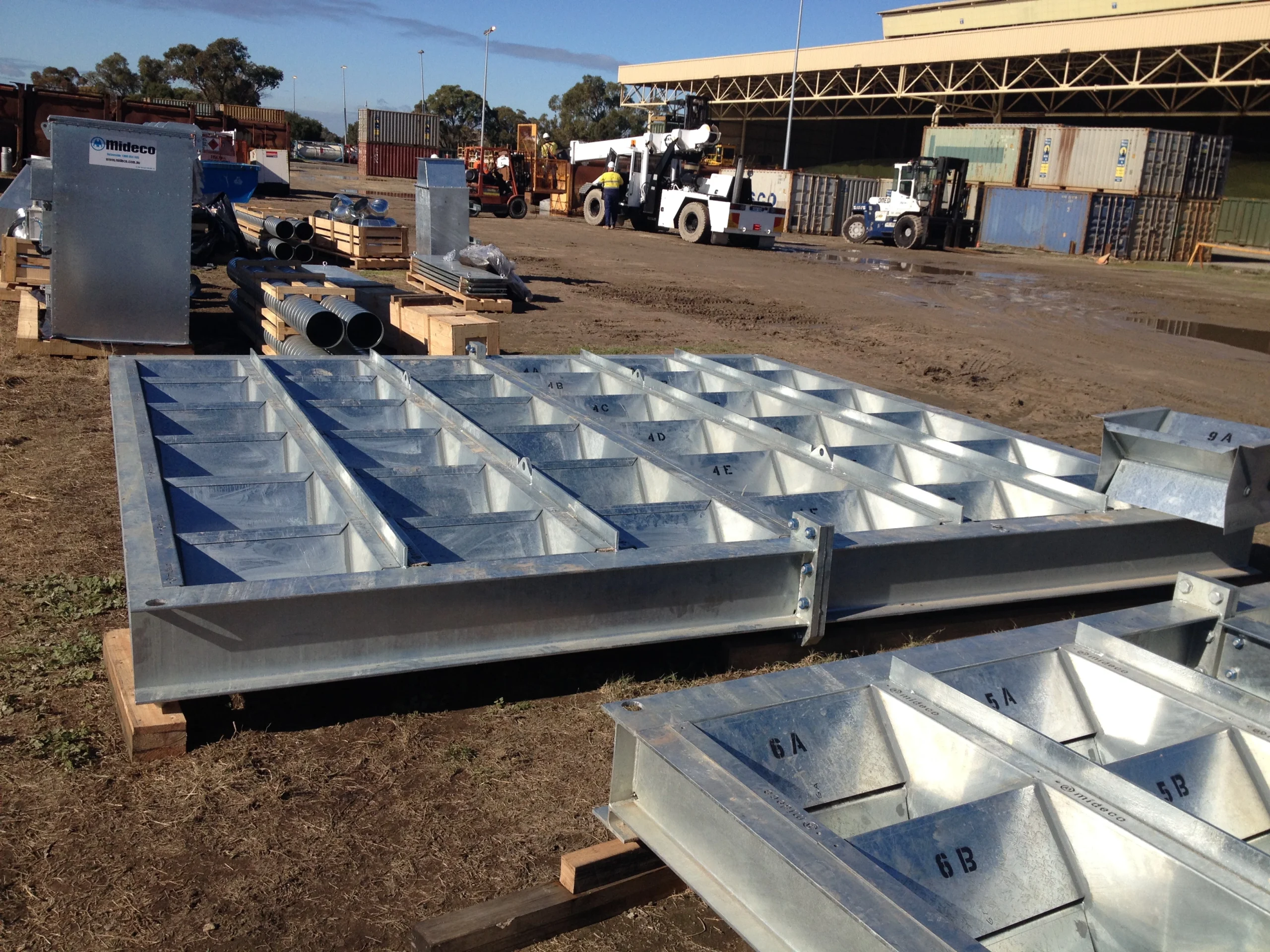
Eliminate Dust from Receiving Pits
The massive dust clouds generated during unloading of bulk material pose significant health risks and operational hazards to your workforce.
In the US, uncontrolled fugitive dust is a regulatory liability. Exposure to respirable dust can lead to severe health issues, including silicosis, lung cancer, and COPD for workers.
-
Stand-alone Performance: Burnley Baffles reduce up to 80% of dust on their own.
-
Total Containment: When paired with a local dust collector, 100% of dust emissions are managed at the source.
What Is a Dust Suppression System?
A dust suppression system prevents dust particles from becoming airborne during material handling and transfer. Dust isn’t collected after becoming airborne, suppression instead controls airflow and material movement to prevent the formation of dust plumes. Fugitive emissions are minimized, worker exposure reduced and migration of dust limited.
Dust suppression systems support safer operations, protect nearby communities and ecosystems and promote better retention of valuable granular materials during transfer. They’re integral to open or semi-enclosed environments such as ports, receiving pits, and stockpiles; any environment where traditional collection systems cannot capture airborne dust.


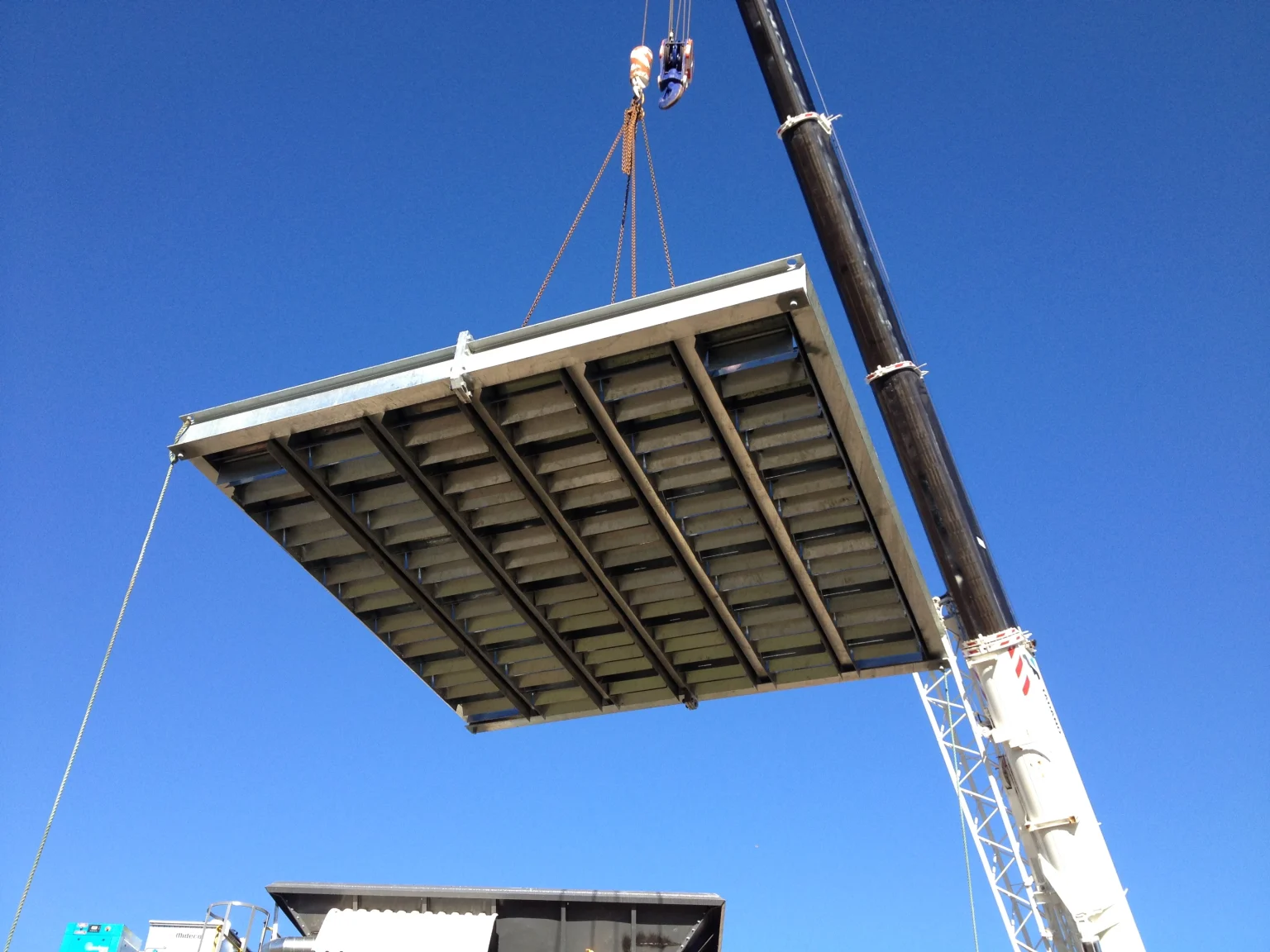
How Burnley Baffles Work
Burnley Baffles use gravity and air movement to control dust during material unload into road or rail receiving pits.
The design features pivoting blades that allow materials to flow into the receiving pit or hopper while trapping dust below. Air pressure remains balanced, preventing dust from escaping.
Easy to install and customisable for any hopper size, Burnley Baffles come in five models tailored for materials like grain, cement, fertiliser, soda ash, ores, and coal.
Designed by Mideco, these baffles safeguard worker health by reducing dust exposure, ensuring safer, cleaner work environments in transfer points.
The Right Environment for Dust Suppression
Burnley Baffles are deployed across US industrial sectors where dust is generated during bulk material handling and transfer. This covers:
- Rail car unloading facilities
- Truck receiving pits
- Port terminals and export operations
- Grain elevators
- Feed mills
- Bulk material processing plants
- Industrial manufacturing
Dust suppression is particularly effective in transfer points, hoppers, and open handling environments. Preventing airborne dust is more efficient than attempting to capture it after dispersion.





Engineered for US Safety & Compliance Standards
Burnley Baffles support compliance with OSHA dust exposure requirements and NFPA combustible dust guidelines. Airborne dust concentrations are prevented at transfer points, reducing worker inhalation risk and lowering likelihood of combustible dust accumulation.
Dust control remains predictable without introducing secondary environmental or operational concerns.
Deploying Burnley Baffles Dust Suppression System
- Passive mechanical dust suppression system
- No water, chemicals, or ongoing consumables required
- Reduces fugitive dust by up to 80 percent as a standalone system
- Achieves up to 100 percent dust control when paired with a dust collection system
- Retains valuable bulk material during transfer operations
- Delivers low operating and maintenance costs
- Built for heavy-duty industrial environments
- Engineered for extended service life and durability

Frequently Asked Questions
Dust suppression systems prevent airborne dust during material handling or transfer. Dust collected after it disperses; it controls airflow and material flow at the source to prevent formation of dust plumes. The aim is to reduce worker exposure, limit fugitive emissions and support regulatory compliance in high-dust industrial environments.
A receiving pit dust suppression system is installed below the grating to manage displaced air during unloading operations. Bulk material enters a pit, then displaced air push dust upward. Burnley Baffles regulate this airflow through gravity-operated blades. This enables material flow while limiting upward air escape to minimize airborne dust.
OSHA does not certify specific products, but Burnley Baffles do support compliance with OSHA dust exposure requirements. Airborne dust concentrations are reduced at transfer points for better management of respirable dust levels and improved workplace safety (in accordance with applicable standards).
Yes. Burnley Baffles are engineered for both new installations and retrofit applications. Customize the system to fit existing receiving pits, hoppers, and transfer points without major structural modification, making it suitable for legacy facility upgrades.
No. Burnley Baffles operate as a passive mechanical dust suppression system. Water sprays, chemical additives, or consumables are not required. Maintenance requirements are reduced and operational complexity associated with wet suppression methods eliminated.

Take the lead in workplace safety.
Fill in the form for a quote or consultation on OSHA-compliant dust management solutions for your facility.
"*" indicates required fields
Mideco Jia Pty Ltd
Global leader in Dust Management Solutions since 1950. Supporting North American grain operations with industry-standard technology for over 40 years.
Trusted by Industry Leaders















All logos are the property of their respective owners. Their appearance does not imply a direct endorsement, but identifies facilities where our products are currently or has previously been installed.
Copyright 2026 © Mideco