Background
Arrow Commodities is a premier name in the Australian agricultural sector, specialising in the trading and export of wheat, feedstocks, and diverse agricultural products. Trusted by major international and domestic companies, Arrow is renowned for its ability to source quality products and manage complex supply chains. Their operations are vital to the industry, requiring infrastructure that can handle significant throughput while maintaining strict safety and environmental standards.
At Mideco, we believe the best solutions come from understanding a customer’s history. Our relationship with Arrow Commodities spans over a decade, beginning in 2012 when we designed and manufactured a massive Dust Suppression System for Stage 1 of the Newcastle Agri Terminal (NAT). That project involved 120 Model 1 Burnley® Baffles (both half and full sizes) specifically for rail car dumping.
The partnership continued in 2014 during the construction of NAT Stage 2. Following the success of the rail receive shed, Arrow looked to mirror that efficiency in their road receiving shed, installing 20 full Model 1 Burnley Baffles for their truck loading hopper.
Problem
Fast forward to 2023, Arrow reached out again. They were ready to fit-out the other land of that road shed, requiring the exact same reliable configuration to ensure consistent dust control across their entire land-based receiving operations.
While initial plans involved a new pit as part of the Stage 2 development, site requirements evolved, and the immediate priority became retrofitting an existing, high-use road receiving pit to achieve superior dust control.
Handling bulk grain inherently generates significant airborne dust, particularly during the unloading process at receiving pits. For Arrow Commodities, this presented challenges of maintaining a safe, clean working environment for staff and preventing the loss of valuable product at their Narrabri site.
Solution
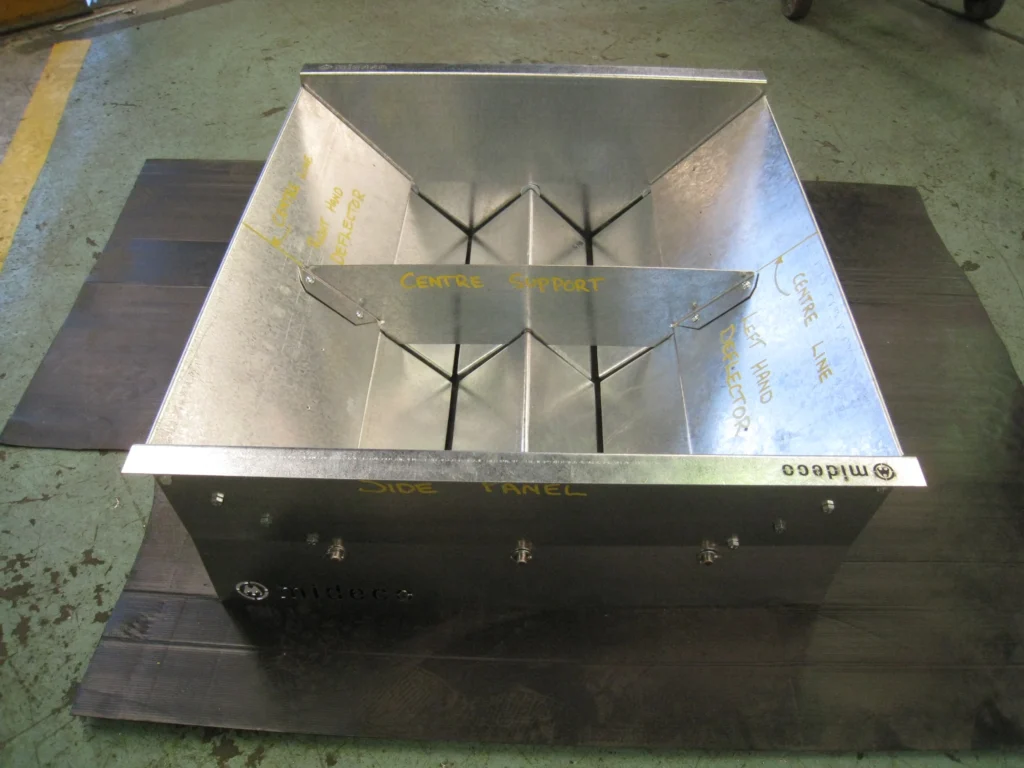
Mideco proposed and delivered a tailored set of Model 1 Burnley® Baffles to suit the specific dimensions of the intake hopper (3500mm long x 4800mm wide).
The solution featured 30 Burnley Baffles arranged in five columns, each comprising six full baffles. Manufactured from 1.6mm thick galvanised steel with a bolted construction to ensure longevity in a heavy-duty agricultural environment.
In bulk unloading, dust is primarily released when air is displaced from the hopper as material is dropped in. The Burnley Baffles solve this by gravity-closing the hopper opening. As grain is unloaded, the baffles open only as much as necessary to let the product through, effectively capturing and containing the displaced air. This prevents dust from becoming airborne at the point of unloading and directs the captured air to the dust collector, where the product is recovered and clean air is returned to the environment.
Result
The project was successfully completed in May 2023, reinforcing a decade-long relationship between Arrow Commodities and Mideco. By maintaining the same Model 1 baffle specifications used in their 2012 and 2014 projects, Arrow has achieved a standardized, high-performance dust control system across their facilities.
Key outcomes included:
- Elimination of Visible Dust: The Burnley Baffles significantly reduced dust escape during truck unloading, improving site visibility and air quality.
- Product Recovery: By containing the dust within the hopper system, Arrow Commodities reduced product shrinkage, ensuring more valuable product reached its destination.
- Operational Reliability: The mechanical, gravity-operated nature of the baffles provides a solution that requires minimal maintenance while delivering maximum efficacy.
Mideco’s ability to adapt the solution from a new-build design to an existing pit retrofit demonstrated the flexibility and site-specific focus that remains the core of our engineering approach.
Ready to eliminate dust at your receiving terminal? Contact us today to discuss a tailored Burnley Baffles solution for your site.